

ERW溶接シームレス熱間圧延黒色炭素鋼角形管


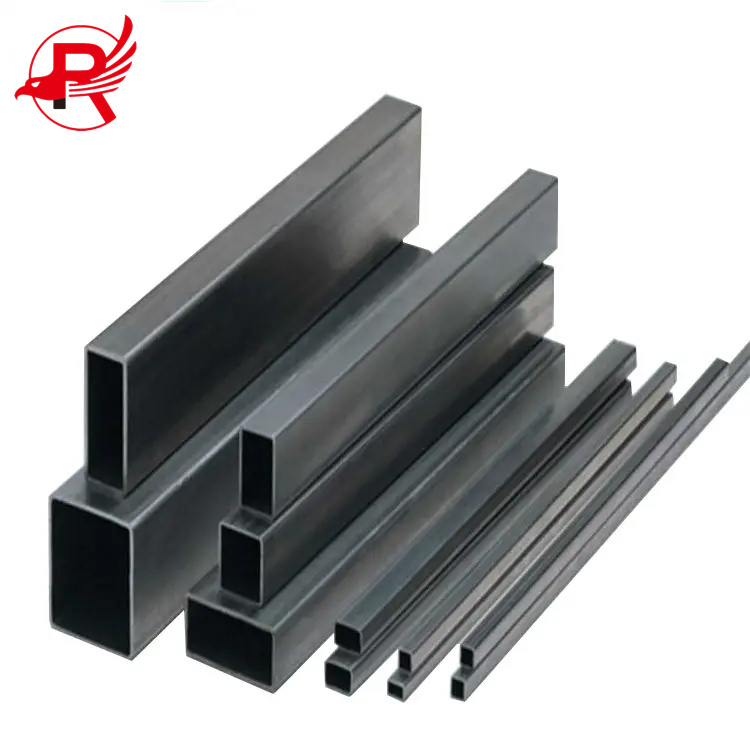
炭素鋼角パイプは炭素含有量が0.0218%~2.11%炭素鋼とも呼ばれる。一般的に、少量のケイ素、マンガン、硫黄、リンも含有する。一般的に、炭素鋼の炭素含有量が高いほど、硬度と強度が高くなるが、塑性は低くなる。


| アイテム | 仕様/説明 |
| 材料規格 | GB/T(中国)、EN 10210 / EN 10219(欧州)、ASTM A500 / ASTM A513(米国) |
| 寸法 | 長さ:6~12m(カスタマイズ可能) |
| 幅/高さ:20×20mm~500×500mm | |
| 壁厚:1.5~20mm | |
| 製造方法 | 熱間圧延、冷間成形、シームレス、または溶接 |
| 表面仕上げ | 黒、亜鉛メッキ、塗装、研磨 |
| 処理サービス | 切断、穴あけ、曲げ加工、溶接、ねじ切り、特注製作 |
| 検査および試験 | 寸法検査、機械的特性試験、化学組成試験、超音波検査または水圧試験 |
| パッケージ | スチールストラップ、木箱、プラスチック包装、またはお客様のご要望に応じたカスタム包装で梱包いたします。 |







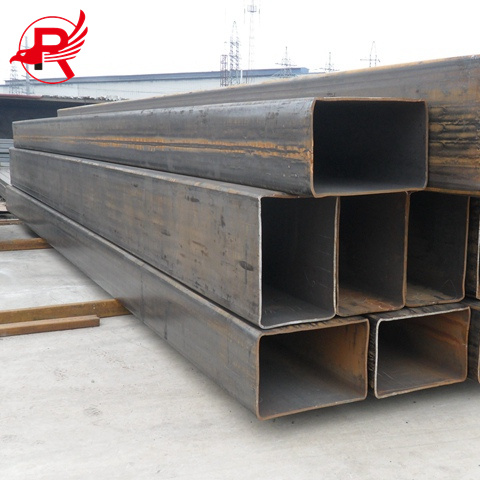
の長方形パイプ建設、機械、造船、電力、農業・畜産業、倉庫、防火、家電製品などの産業で幅広く使用されており、現代の産業発展に不可欠な鋼材と言える。
注記:
1. 無料 サンプリング、100%アフターサービス品質保証、あらゆる支払い方法に対応;
2. その他の仕様炭素鋼管ご要望に応じて提供可能です(OEMおよびODM)! ロイヤルグループから工場出荷価格が手に入ります。
3. プロフェッショナルl製品検査サービス、高い顧客満足度.
4. 生産サイクルが短く、80% 注文品は前もって配達されます。
5. 図面は機密情報であり、すべて顧客向けです。


1. 要件:書類または図面
2. 販売者確認:商品スタイル確認
3.カスタマイズ内容の確認:支払い時期と生産時期の確認(手付金の支払い)
4. 受注生産:受領確認待ち
5. 配達確認:残金を支払い、配達する
6. 受領確認

角型溶接鋼管の製造工程は通常、以下の主要なステップから構成されますが、具体的な工程は製造設備や製品仕様に応じて調整される場合があります。
1. 原材料の準備
鋼帯の選定:原材料として熱間圧延鋼帯または冷間圧延鋼帯を使用し、製品仕様(肉厚、サイズなど)に応じて適切な鋼帯材料(炭素鋼、合金鋼など)を選定します。
巻き戻しと水平出し:巻き戻し機でコイル状の鋼帯を巻き戻し、水平出し機を使用して鋼帯の波状変形や曲がりを取り除き、表面の平坦性を確保します。
2. 形成
予備曲げと粗成形:鋼帯を複数のローラーで徐々に曲げ、予備的な長方形の形状に成形します。通常、材料の硬化を防ぐために「冷間曲げ成形」技術が用いられます。
精密成形:精密金型を使用して形状をさらに調整し、角形鋼管の寸法精度(辺の長さ、垂直度など)を確保します。
3. 溶接
高周波抵抗溶接(ERW):
成形された鋼帯の端を揃え、高周波電流によって鋼帯の端を溶融状態まで加熱する。
圧力をかけて端を溶着させ、連続した溶接部を形成する。
サブマージアーク溶接(SAW):
大径または厚肉の鋼管に適用可能で、溶接部にフラックスを塗布し、アークによって溶接ワイヤと母材を溶融させて溶接部を形成する。
4. 溶接加工
バリ取り:フライス盤または研削砥石を使用して、溶接部の内面と外面のバリを取り除き、滑らかな表面に仕上げます。
溶接欠陥検出:超音波またはX線を使用して、溶接部の内部欠陥(気孔や溶融不良など)を検出します。
5. サイズ調整と矯正
サイジングマシン:圧延によって鋼管の寸法精度を調整し、側面の長さと真円度が規格を満たしていることを確認します。
矯正機:成形または溶接工程中に発生する鋼管の曲がり変形を解消します。
6. 冷却と切断
冷却:鋼管の温度を下げて熱変形を防ぐため、水冷または空冷を使用してください。
切断:フライングソーまたは丸鋸を使用して、連続鋼管を必要な長さ(例えば6メートル、12メートル)に切断します。
7. 表面処理
酸洗/リン酸塩処理:表面の酸化スケールや不純物を除去し、後続の処理に備える。
溶融亜鉛めっきまたは塗装:溶融亜鉛めっきまたは防錆塗料のスプレー塗装により、鋼管の耐食性を向上させます。
8. 品質検査
寸法測定:辺の長さ、壁の厚さ、長さなどのパラメータを確認します。
機械的特性試験:引張試験、衝撃試験などを行い、材料の強度と靭性を検証する。
外観検査:目視または自動機器を用いて、表面の欠陥(傷、へこみなど)を検出する。
9. 包装と保管
包装:お客様のニーズに応じて、束ねたり、ラベルを貼ったり、防湿材を使用したりして包装します。
保管方法:高圧や湿度の高い環境による変形や錆を防ぐため、種類ごとに分けて保管してください。




包装は通常、むき出しの状態で、鋼線で結束されており、非常に丈夫です。
特別なご要望がある場合は、防錆包装を使用すれば、より美しく仕上がります。
炭素鋼管の梱包および輸送に関する注意事項
1. 炭素鋼管は、輸送、保管、使用中に衝突、押し出し、切断によって生じる損傷から保護されなければならない。
2. 使用する際A36鋼管該当する安全操作手順に従い、爆発、火災、中毒、その他の事故を防止するよう注意してください。
3.炭素鋼管は使用中、高温や腐食性媒体などとの接触を避ける必要があります。これらの環境で使用する場合は、耐高温性や耐腐食性などの特殊材料で作られた炭素鋼管を選択する必要があります。
4. 選択する際A53鋼管そのため、使用環境、媒体の特性、圧力、温度などの要因を総合的に考慮して、適切な材質と仕様の炭素鋼管を選定する必要があります。
5. 炭素鋼管を使用する前に、その品質が要求事項を満たしていることを確認するために、必要な検査と試験を実施する必要があります。

交通機関:速達(サンプル配送)、航空輸送、鉄道輸送、陸上輸送、海上輸送(FCL、LCL、またはバルク輸送)

サービス
当社は、特注材料加工を専門としています。
経験豊富な当社のチームが、お客様のご要望に合わせて材料の切断、成形、溶接を行います。当社はワンストップショップです。必要な製品をご注文いただき、お客様の仕様に合わせてカスタマイズし、迅速かつ無料でお届けいたします。お客様の手間を最小限に抑え、時間と費用を節約することが当社の目標です。
鋸引き、剪断、火炎切断
当社には、マイターカットが可能なバンドソーが3台ございます。厚さ3/8インチから4 1/2インチまでの鋼板を火炎切断し、シンシナティシャーは22ゲージの薄板から1/4インチ角の厚板まで、高精度な切断が可能です。迅速かつ正確な材料切断が必要な場合は、当日サービスも承っております。
溶接
当社のLincoln 255 MIG溶接機を使用することで、経験豊富な溶接工が、お客様が必要とするあらゆる種類の住宅用柱やその他の金属の溶接を行うことができます。
穴あけ
当社は鋼板の製造を専門としています。直径1/8インチから4¼インチまでの穴あけ加工が可能です。Hougen社製およびMilwaukee社製の磁気ドリルプレス、手動パンチングマシン、アイアンワーカー、そしてCNC自動パンチングマシンおよびドリルプレスを保有しています。
下請け
必要に応じて、全国各地の多数のパートナー企業と連携し、高品質かつコスト効率の高い製品をお届けいたします。これらのパートナーシップにより、業界で最も経験豊富な専門家がお客様のご注文を効率的に処理いたします。

Q: UAはメーカーですか?
A:はい、弊社はメーカーです。中国天津市大丘荘村に自社工場を所有しています。また、宝鋼集団、首鋼集団、沙鋼集団など、多くの国有企業と提携しています。
Q:数トンだけの試用注文は可能ですか?
A:もちろんです。LCL(混載貨物)サービスで貨物を発送できます。
Q:御社は支払い面で優位性をお持ちですか?
A:大量注文の場合は、30~90日間の信用状(L/C)も受け付け可能です。
Q:サンプルは無料ですか?
A:サンプルは無料ですが、送料は購入者負担となります。
Q:貴社は金取引業者で、貿易保証も提供していますか?
A:弊社は13年間ゴールドメダルを供給しており、貿易保証を提供しています。





